CONFERENCE MARC TARRAL
In a sector such as the graphic arts, with significant pressure on delivery times, within a context such as the current one, with the rising costs of raw materials and a certain climate of uncertainty, achieving excellence and maximum productivity levels constitutes a challenge for companies. Marc Tarral has more than 15 years’ experience at more than 30 companies in different sectors. An engineer in the design of training systems, he’s an expert in industrial organisation and optimisation and he’s created a new concept in order to help companies to improve their productivity. He explained the above in detail in his talk at Graphispag.
When he’s asked about the keys to his methodology when it comes to launching a project with a new company, Marc Tarral highlights three starting points that are always borne in mind at InstaLean, the firm he founded that’s made up of a team of industrial engineers:
- We’re implementers and transformers of industry, not merely consultants.
- We make things happen by incorporating our own agile methodologies and tools. Having been in the customer’s and the consultant’s shoes at the beginning of our careers, we act as transitional managers by leading and executing projects.
- We focus more on the execution than on the recommendation or consultancy.
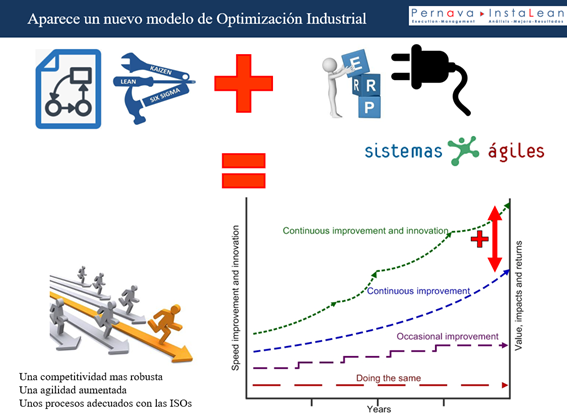
In Tarral’s opinion, there are ten main levers for the effective industrial optimisation for the graphic sector. Four of them are executed in the office environment (50% of the process time is spent in the office departments) and the remaining six levers correspond to industrial plants. Some of the levers are developed through software that the expert calls “agile systems”, while others use different re-engineering tools.
Essential levers for improvement in offices
- Auction of purchases:
The aim is to eliminate 95% of the administrative work involved in searching for and choosing a supplier, automating tasks by means of a purchase flow tool that makes comparisons between the different ones.

- Agile pre-sales processes
These involve each of the company’s products following specific processes appropriate to their type. For example, a packaging company that manufactures products for the pharmaceutical sector isn’t the same as a company that produces food packaging or other kinds of packaging. Depending on the kind of company, the processes are customised with logical steps for the proper execution of the pre-sale, which lasts from the detection of the need/opportunity to the delivery of the quote and its acceptance by the customer.
- Quality work flow
This lever focuses on accurately identifying the quality cost components, eliminating the administrative work involved in resolving internal and external claims and monitoring the continuous improvement behind each quality-related problem.

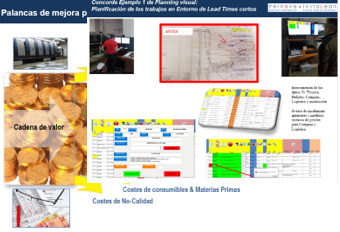
- Pocket Margin Smart Reporting
This lever consists of obtaining a real and detailed picture of the margins and production costs. The question to ask is “where do I win and where do I lose?”, relating the income statement to the industrial plant.The reason for separating the levers for offices and plants is that different technologies are applied; at a plant the ergonomics is the workstation while in an office the ergonomics is the IT system. Tarral explains that he’s currently finding more areas for improvement in offices because plants are becoming more and more optimised.

Levers for improvement in the industrial plant
- Reporting and GAP
In this area the focus is placed on generating autonomy in the detection of improvements and the implementation of solutions. In other words, the workforce, with its employees, is able to improve the plant autonomously without any external help; with their own resources they can improve what they have by means of problem-solving techniques.
- 5S
The best graphic image of this lever is the concept of turning the plant into an operating theatre, in other words, with everything in its place and every place for one thing.
To achieve the above, the aim is to renew the productive environment by using 5S & Kanban techniques, which, explained very basically, involve eliminating whatever’s unnecessary, arranging, cleaning, standardising and creating habits. From then onwards, in addition to making an initial leap in efficiency by eliminating significant waste such as searches, needless trips and physical and mental stress, we can achieve a psychological change among the members of the work team.
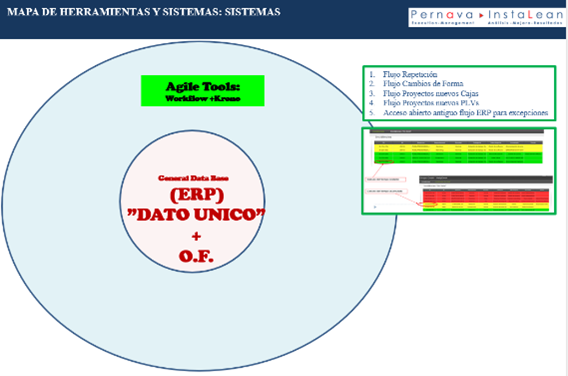
- Dynamic inter-departmental planning
The approach is to inter-connect all the departments so as to secure real-time planning. The important factor at this point is the synchronisation of all the areas, because what often happens is that lots of authorisations by different profiles are required to produce an order, and this generates an additional time burden. This tool, which is a kind of orchestra conductor, can visualise the coordinated work of seven departments.

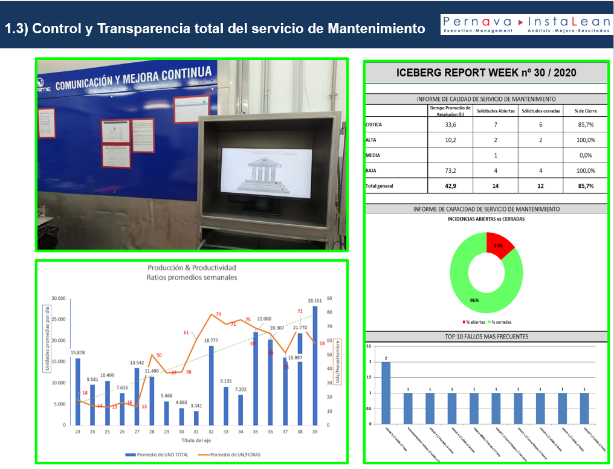
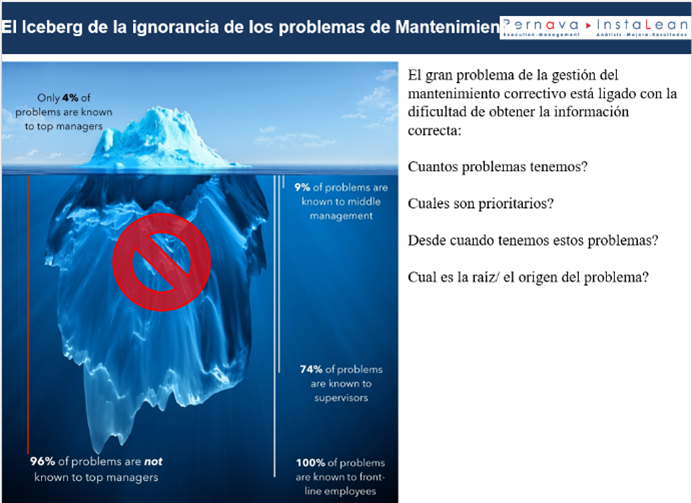
- Collaborative maintenance
Management profiles often know 4% of the real problems that the operators at the plant know about, and this generates unrest and frustration among the team. The aim is to add visibility and transparency to the problems related to the company’s productive assets, in other words, all the machines. Ultimately, the most useful information is to be found in the people who have first-hand knowledge of the production process. The objective is to increase the uptime of all the machines at the plant and to improve the working climate, incorporating technicians from the InstaLean team to check the processes and connecting them to the team experiencing these situations if necessary.
- Frequent maintenance processes
The aim is to create a shift from an organisation with excellent people and mediocre processes to an organisation with excellent processes and people with their talents and areas for improvement, as is logical. The goal is to establish processes in which variability is highly relevant, changing it to frequency so that the people don’t forget to execute the processes. The intention is to capitalise on the knowledge and create a methodology when it comes to doing things, systematising procedures and including this systematisation in the autonomous maintenance of the machines.

- SMED
A technique involving optimising changeover times is applied here to produce small batches and offer lots of flexibility to customers. There can be no flexible plant without efficiency. The last lever is the result and consequence of the successful implementation of the previous levers.

Depending on the company’s casuistry, it may be necessary to focus on a particular lever or identify certain areas for improvement. Tarral also explains that there are levers that take longer than others, depending on the company’s scope and situation, and that it isn’t unusual to find a climate of discontent among the workers, who tend to work on the 5S lever. They normally manage to implement all the levers at large plants within 14 months.
Cristina Benavides, Graphispag contributor